Lösung für gehärtete Werkstoffe bis 70 HRC – reduziert Stillstand und Ausschuss
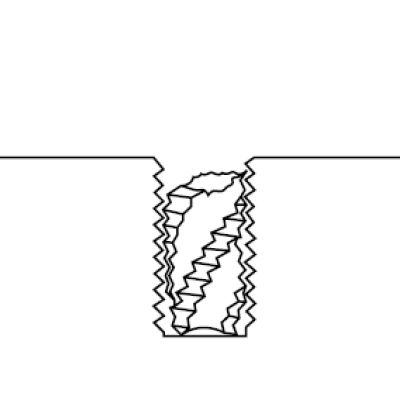
Wenn Gewinden der letzte Arbeitsschritt ist, wird ein Werkzeugbruch schnell teuer. Stillstand, Nacharbeit oder im schlimmsten Fall Ausschuss sind die direkten Folgen.
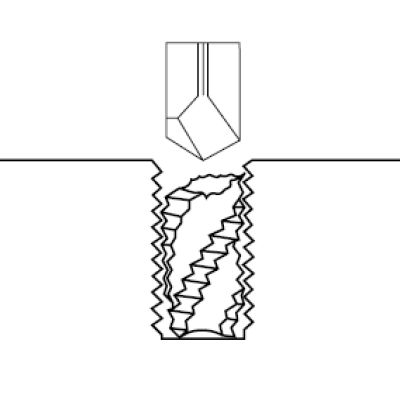
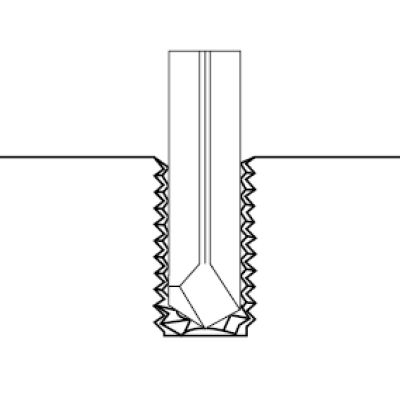
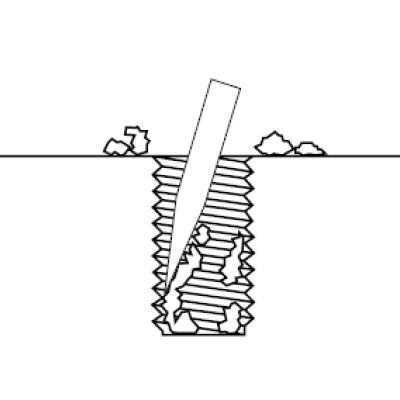
Gemeinsam mit unserem Partner OSG stellen wir eine Lösung vor, mit der sich abgebrochene Gewindebohrer gezielt entfernen lassen. Im Fokus stehen dabei Zeitersparnis und der Erhalt bereits bearbeiteter Bauteile.