Spankontrolle und Prozesssicherheit – entscheidende Faktoren in der Serienfertigung
In der Serienfertigung mit wiederkehrenden, großen Losgrößen sind Schlagworte wie Spankontrolle und Prozesssicherheit von zentraler Bedeutung. Trotz moderner Fertigungsanlagen läuft der Bearbeitungsprozess nicht vollkommen autonom – qualifizierte Mitarbeiter sind weiterhin stark eingebunden, insbesondere bei der Überwachung und Kontrolle der Abläufe. Genau mit diesen Herausforderungen sah sich auch einer unserer Kunden konfrontiert.
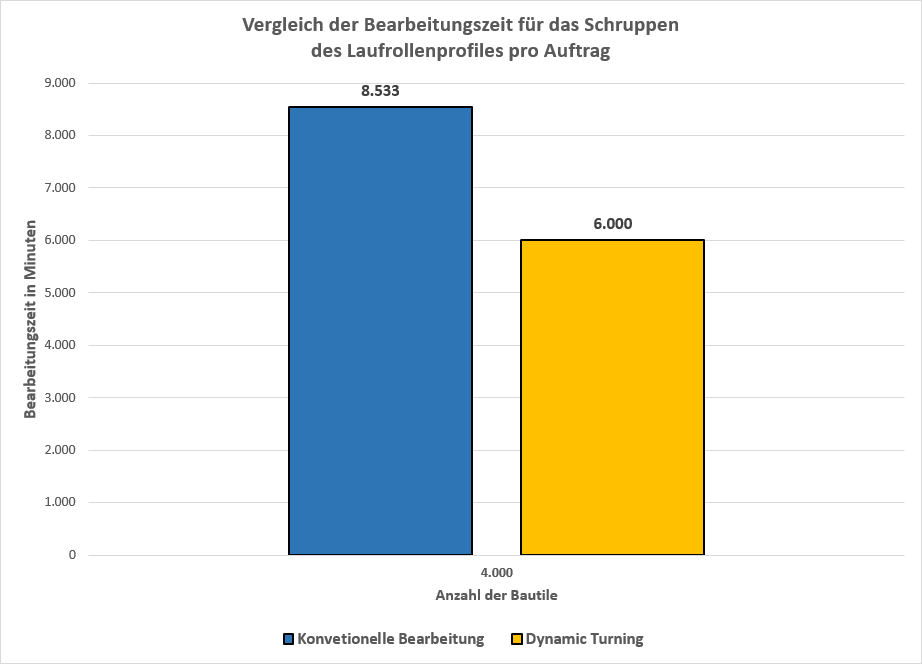
Die Lösung: Dynamisches Drehen. Dieses Verfahren ermöglicht nicht nur eine stabile Spanbildung, sondern trägt auch maßgeblich zur Automatisierung und Entlastung des Bedienpersonals bei. Das Resultat: Höhere Prozesssicherheit, reduzierte Eingriffe und eine deutlich effizientere Serienproduktion.