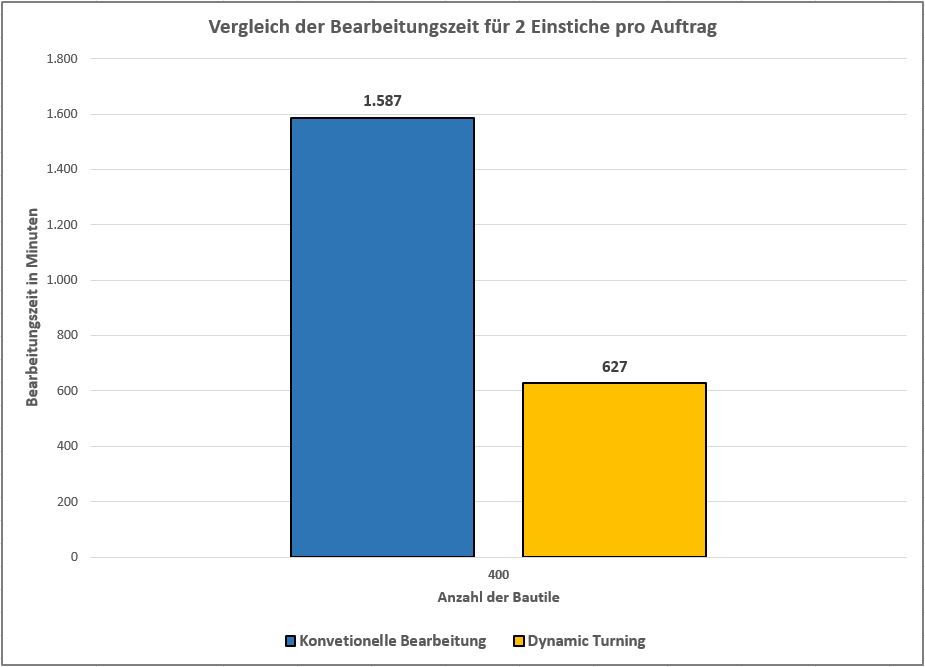
Effizienz neu definiert: Über 60 % Zeitersparnis dank SANDVIK Coromant und MASTERCAM
In der modernen Fertigung sind Zeitersparnis und Prozesssicherheit entscheidende Faktoren für nachhaltigen Erfolg.
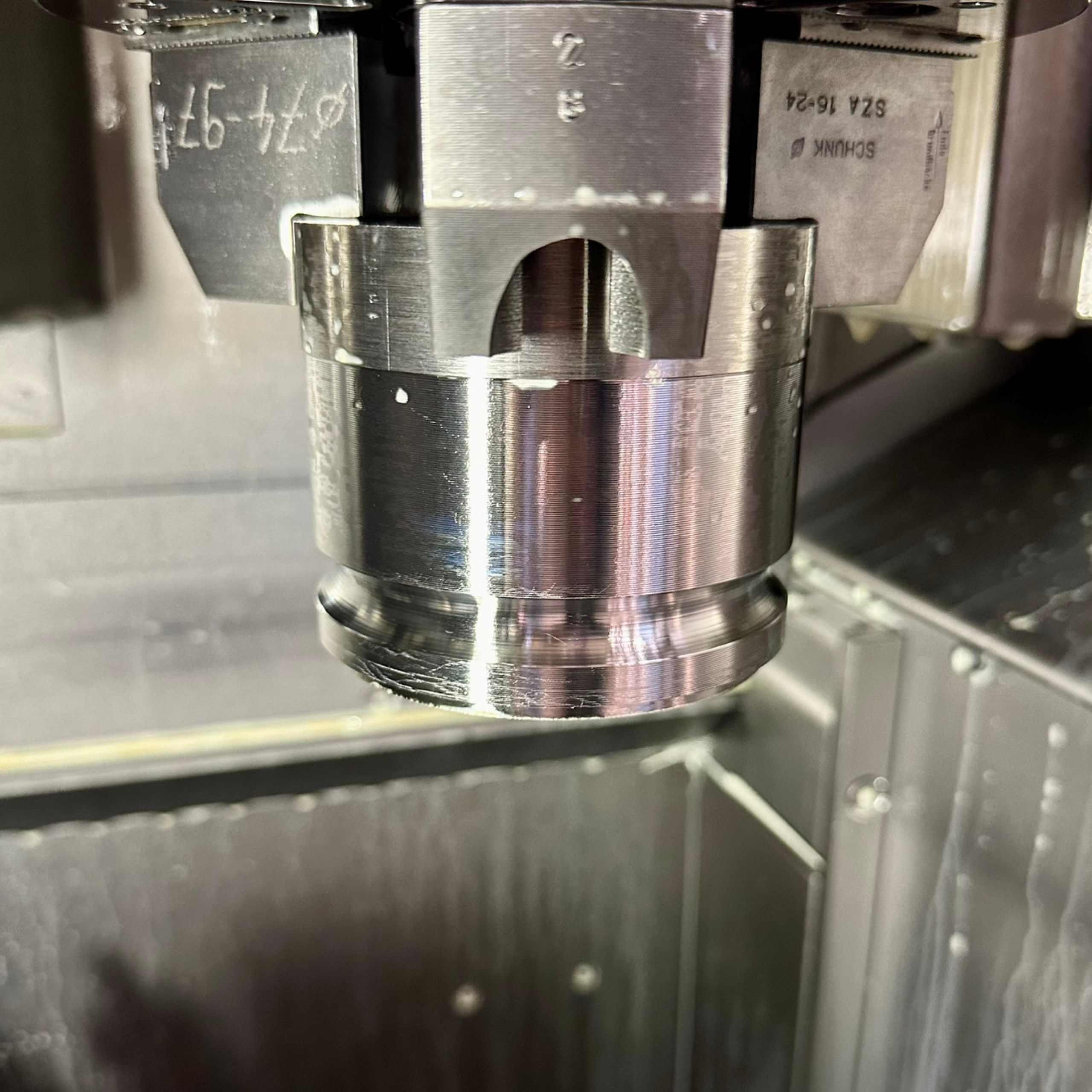
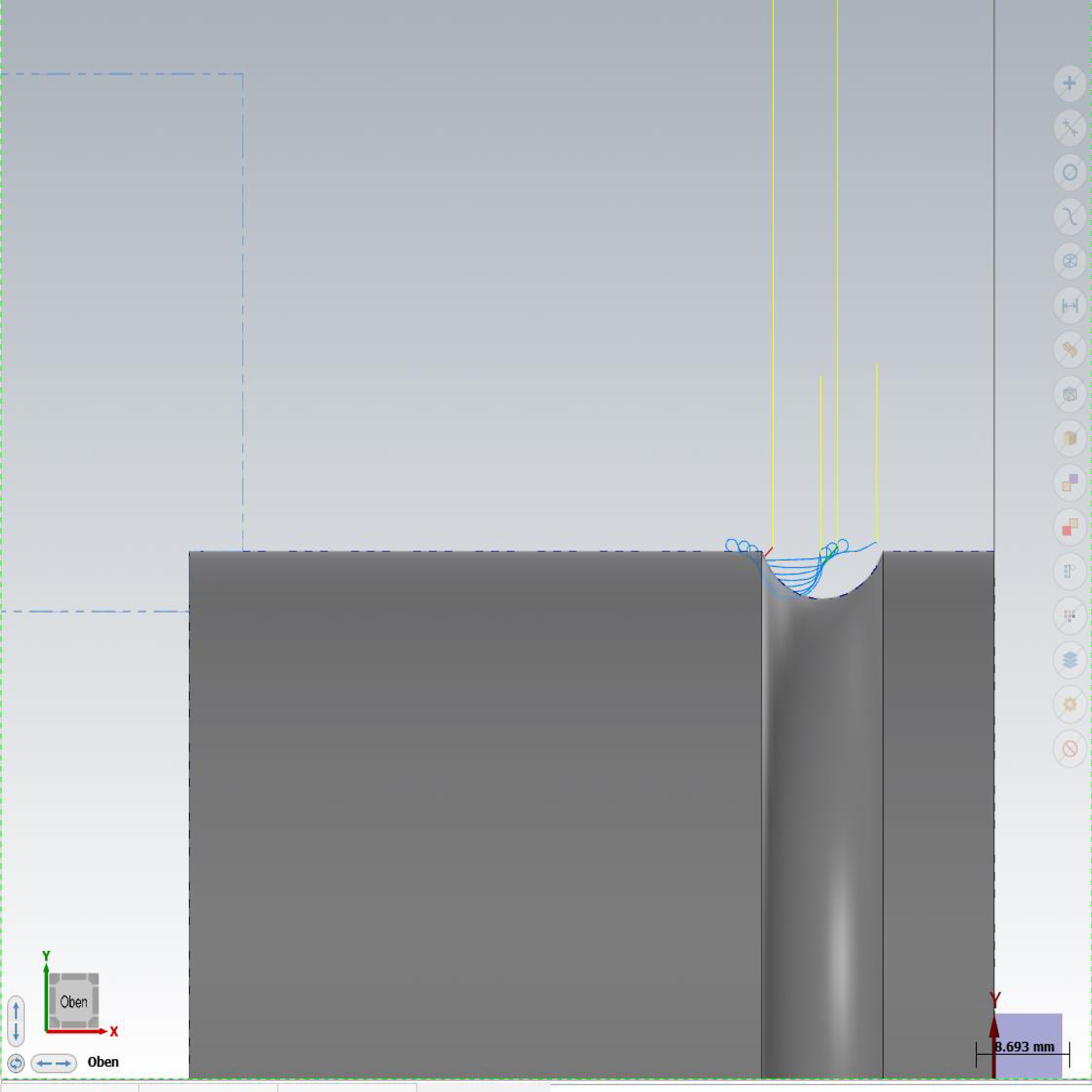
Viele Unternehmen stehen vor der Herausforderung, Bearbeitungszeiten zu optimieren und dabei höchste Qualitätsstandards zu gewährleisten. Häufig führen herkömmliche Bearbeitungsstrategien jedoch zu Problemen, wie unkontrolliertem Spanbruch, sodass ein manuelles Eingriffen nötig ist.
Gemeinsam mit unserem Partner SANDVIK Coromant nutzen wir innovative Bearbeitungsstrategien, wie Dynamic Turning und setzen neue Maßstäbe in der Fertigung.
Erfahren Sie, wie diese Fortschritte auch Ihre Fertigungsprozesse revolutionieren können.